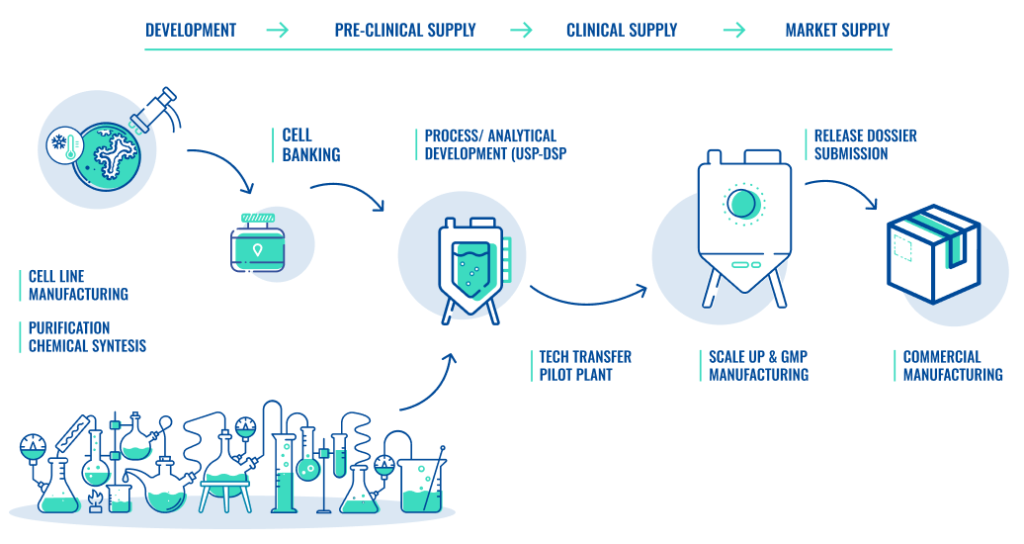
At SUANFARMA CDMO, we pride ourselves on our chemical synthesis capabilities within the Industrial Division. Our factories are equipped to handle chemical synthesis processes on both pilot and industrial scales. With a focus on innovation and efficiency, we have developed an integrated technological platform that allows us to develop, familiarize, scale up, and validate chemical processes seamlessly.
Expertise in Potentially Hazardous Reactions
Our R&D laboratory is staffed with a team of highly skilled process chemists and analysts. They possess specific expertise in handling potentially hazardous reactions, such as hydrogenations, carbonylations, nitrations, and reactions in superacidic media. Our experts are trained to work with reactions spanning temperatures ranging from -80°C to +160°C, ensuring comprehensive coverage across various reaction conditions.
State-of-the-Art Laboratory Facilities
Equipped with cutting-edge technology, our R&D laboratory offers a wide range of resources for chemical synthesis. We have jacketed reactors (1L and 2L) with fluidodynamic features that mimic industrial equipment. Additionally, we provide glass and stainless steel pressure reactors/hydrogenators (ranging from 0.3L to 2L) with heating capabilities and maximum pressures of up to 200 bar. Our laboratory also boasts a lyophilizer and a dedicated analytical unit featuring LC-Mass (single quadrupole), UHPLC, and numerous HPLC instruments.
Versatile Kilolaboratory
Our GMP-compliant kilolaboratory is a versatile space that accommodates various types of chemistries. It features glass, halar-coated, and stainless steel jacketed reactors with volumetric capacity ranging from 17L to 113L. These reactors are connected to external thermocryostatic units, enabling temperature control between -20°C and +110°C. Additionally, our kilolab houses a complete distillation unit with multiple collecting reservoirs and glass condensers, a 35L jacketed Nutsche Filter, and a pressure reactor capable of withstanding pressures up to 100 bar. This reactor can be utilized with gases like H2, CO, and others. To supplement these facilities, we provide separation columns, drying ovens, basket filters, and other ancillary equipment, making our kilolab an all-encompassing resource.
Advanced Industrial Plant
Our industrial plant comprises of two complementary and versatile units. The first unit, equipped with automated remote control of reactor parameters, represents our latest technological advancement. The second unit is fully operated manually and includes multiple reactors ranging from 700L to 3600L, along with systems for contained filtration and drying. These units provide us with the flexibility to cater to a wide range of chemical synthesis requirements efficiently.
Conclusion: At SUANFARMA CDMO, our chemical synthesis capabilities are at the forefront of innovation and efficiency. With our integrated technological platform, state-of-the-art laboratory facilities, and versatile industrial plant units, we are equipped to handle any chemical synthesis process, from pilot to industrial scale. Trust us to deliver exceptional results in the field of chemical synthesis.