Click on the arrow icon to view the legend and interact with the map.
























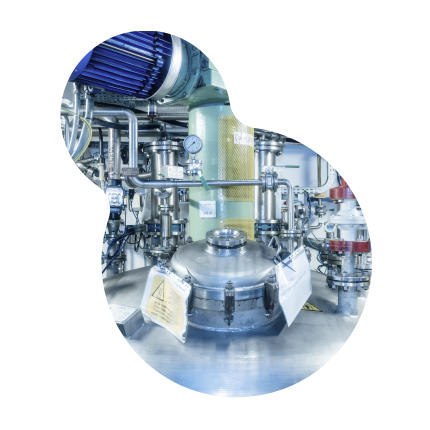
At the core of our operations lies the industrial fermentation process. Here, microorganisms are fermented in large stainless-steel bioreactors, secreting essential bioactive compounds.
This process is supported by advanced monitoring systems that maintain precise environmental and operational conditions, ensuring consistent and efficient production.
Within controlled and meticulously maintained clean environments, microorganisms are cultivated to initiate the fermentation cultures.
These cultures serve as the foundation for producing pharmaceutical ingredients used in vital therapeutic areas, including antibiotics for human and animal health and immunosuppressive medications.
Skilled microbiologists and technicians manage every phase of this process, ensuring precision and compliance with strict standards to achieve optimal microbial growth and consistency.
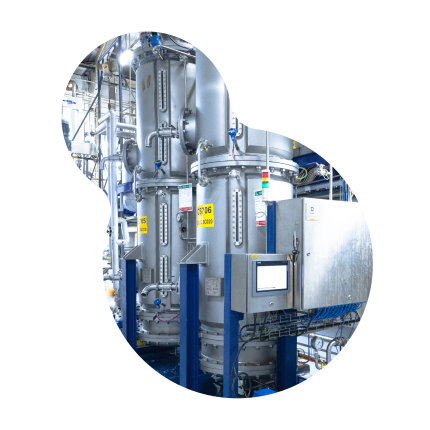
In our downstream process, we efficiently purify the product from the fermentation unit using advanced centrifugation, filtration, and drying equipment.
These capabilities enable us to achieve high-quality standards while ensuring effective recovery and processing of high-quality active pharmaceutical ingredients.
We focus on the recovery of organic solvents, ensuring efficient and sustainable practices in our operations.
This process minimizes waste and promotes resource reuse, reflecting our commitment to environmental responsibility.
We utilize a chemical synthesis unit to modify functional groups in molecules, achieving the desired product.
This process ensures precision and effectiveness in the production of high-quality active pharmaceutical ingredients.
The R&D unit highlights our commitment to innovation in pharmaceutical production. Led by specialized scientists, we focus on developing new technologies for generic drug substances across various therapeutic areas.
A multidisciplinary team ensures compliance with international standards while addressing product development, including synthesis design, analytical services, and regulatory support.
The utilities infrastructure ensures the smooth functioning of all processes within the site.
This includes supplying essential services such as purified water, steam, compressed air, and controlled environments critical for maintaining the integrity of fermentation and purification processes.
We ensure immediate availability of equipment through impeccable maintenance practices.
Our engineering team focuses on optimizing performance and reliability, supporting efficient operations across all processes.
While present on-site, general services play a secondary role and do not significantly impact the production processes.


Our analytical laboratory plays a critical role in guaranteeing product excellence. Each batch undergoes rigorous testing to ensure it meets the stringent quality parameters established by international guidelines.
From microbiological assessments to chemical and physical testing, the laboratory uses cutting-edge instrumentation to certify compliance. Only after these exhaustive tests confirm the product’s adherence to the highest standards can it be approved for release.
After packaging, products are temporarily stored under quarantine in temperature-controlled conditions. During this time, the quality control laboratory continues its detailed analyses to verify the product’s compliance with predefined quality standards.
Only after successfully passing these tests and a final review is the product released for distribution.

Our industrial chemical synthesis capabilities include 800m³ reaction capacity with multiple reactors of various
sizes, able to adapt to the specific volume needs of the lifecycle of a small molecule API, and different commercial
stages. We bring extensive experience in chemical synthesis, specializing in hydrogenation, carbonylation, reductive
amination, cyanation, and catalyst reutilization, among others.
As part of our commitment to process efficiency, we prioritize catalyst recovery and sustainability, ensuring both
quality and innovation in our CDMO services.
We provide industrial fermentation and purification services at multiple scales, supporting the development and
commercialization of small molecules for both human and veterinary applications.
With over 2,000 m³ of flexible fermentation capacity, our facilities are equipped to manage a wide range of
processes. Leveraging advanced technologies such as centrifugation, chromatography, and filtration, we ensure
efficient purification and adaptability to diverse organisms and molecules.
Established to efficiently recover organic solvents, ensuring sustainable practices in our operations.
This process not only reduces waste but also maximizes resource utilization, contributing to an environmentally
friendly approach in our manufacturing.
Configured to ensure the safe and efficient storage of pharmaceutical products. With advanced inventory management
systems and strict adherence to regulatory standards, we maintain optimal conditions for all materials.
Our team is committed to providing seamless logistics and supply chain support.
It includes predictive maintenance to ensure the efficient operation of our industrial utilities. By employing
advanced monitoring technologies, we can identify potential equipment issues before they arise, reducing downtime
and enhancing overall performance.
This proactive approach not only extends equipment life but also promotes cost-effective operations.
Designed for the safe and efficient handling of solid pharmaceutical products.
Equipped with advanced inventory management systems, we ensure optimal storage conditions and compliance with
regulatory standards, facilitating seamless logistics and timely access to materials.
Our wastewater treatment plant is designed to efficiently manage and treat waste, ensuring minimal environmental
impact.
We focus on advanced processes that enhance water quality and promote sustainability.
Our commitment to reducing our ecological footprint reflects our dedication to responsible practices and
environmental
stewardship.
Pilot plant fermentation with full scalability, allowing us to manufacture both technical and GMP-compliant batches.
Our flexible approach ensures we can adapt to various production needs, supporting clients throughout their product development and commercialization processes.
Our QC and QA teams are fully qualified to analyze and release raw materials, intermediates, and active ingredients.
We employ various analytical methods in accordance with American, European, Korean, and other international
pharmacopoeias. In R&D, our skilled team emphasizes process development, optimizations, and scalable solutions,
along
with the development of analytical methods.
Our multipurpose facility is equipped with a wide range of necessary equipment to execute downstream processing (DSP) and develop molecules that meet all required standards and specifications.
Industrial fermentation
Manufacturing operation
At the core of our operations lies the industrial fermentation process. Here, microorganisms are fermented in large stainless-steel bioreactors, secreting essential bioactive compounds.
This process is supported by advanced monitoring systems that maintain precise environmental and operational conditions, ensuring consistent and efficient production.

Microbiology
Manufacturing operation
Within controlled and meticulously maintained clean environments, microorganisms are cultivated to initiate the fermentation cultures.
These cultures serve as the foundation for producing pharmaceutical ingredients used in vital therapeutic areas, including antibiotics for human and animal health and immunosuppressive medications.
Skilled microbiologists and technicians manage every phase of this process, ensuring precision and compliance with strict standards to achieve optimal microbial growth and consistency.

Downstream
Manufacturing operation
In our downstream process, we efficiently purify the product from the fermentation unit using advanced centrifugation, filtration, and drying equipment. These capabilities enable us to achieve high-quality standards while ensuring effective recovery and processing of high-quality active pharmaceutical ingredients.

Solvent recovery operation
Manufacturing operation
We focus on the recovery of organic solvents, ensuring efficient and sustainable practices in our operations.
This process minimizes waste and promotes resource reuse, reflecting our commitment to environmental responsibility.

API operation
Manufacturing operation
We utilize a chemical synthesis unit to modify functional groups in molecules, achieving the desired product.
This process ensures precision and effectiveness in the production of high-quality active pharmaceutical ingredients.
Research & development
Manufacturing operation
The R&D unit highlights our commitment to innovation in pharmaceutical production. Led by specialized scientists, we focus on developing new technologies for generic drug substances across various therapeutic areas.
A multidisciplinary team ensures compliance with international standards while addressing product development, including synthesis design, analytical services, and regulatory support.

Utilities
Engineering & technical services
The utilities infrastructure ensures the smooth functioning of all processes within the site.
This includes supplying essential services such as purified water, steam, compressed air, and controlled environments critical for maintaining the integrity of fermentation and purification processes.

Engineering
Engineering & technical services
We ensure immediate availability of equipment through impeccable maintenance practices.
Our engineering team focuses on optimizing performance and reliability, supporting efficient operations across all
processes.

General services
Engineering & technical services
While present on-site, general services play a secondary role and do not significantly impact the production processes.

Analytical laboratory & quality services
SCM
Our analytical laboratory plays a critical role in guaranteeing product excellence. Each batch undergoes rigorous testing to ensure it meets the stringent quality parameters established by international guidelines.
From microbiological assessments to chemical and physical testing, the laboratory uses cutting-edge instrumentation to certify compliance. Only after these exhaustive tests confirm the product’s adherence to the highest standards can it be approved for release.

Temporary storage and final release
SCM
After packaging, products are temporarily stored under quarantine in temperature-controlled conditions. During this time, the quality control laboratory continues its detailed analyses to verify the product’s compliance with predefined quality standards.
Only after successfully passing these tests and a final review is the product released for distribution.

Chemical synthesis
Our industrial chemical synthesis capabilities include 800m³ reaction capacity with multiple reactors of various sizes, able to adapt to the specific volume needs of the lifecycle of a small molecule API, and different commercial stages. We bring extensive experience in chemical synthesis, specializing in hydrogenation, carbonylation, reductive amination, cyanation, and catalyst reutilization, among others.
As part of our commitment to process efficiency, we prioritize catalyst recovery and sustainability, ensuring both quality and innovation in our CDMO services.
Industrial fermentation
We provide industrial fermentation and purification services at multiple scales, supporting the development and commercialization of small molecules for both human and veterinary applications.
With over 2,000 m³ of flexible fermentation capacity, our facilities are equipped to manage a wide range of processes. Leveraging advanced technologies such as centrifugation, chromatography, and filtration, we ensure efficient purification and adaptability to diverse organisms and molecules.

Distillation plant
Established to efficiently recover organic solvents, ensuring sustainable practices in our operations.
This process not only reduces waste but also maximizes resource utilization, contributing to an environmentally friendly approach in our manufacturing.

Warehouse
Configured to ensure the safe and efficient storage of pharmaceutical products. With advanced inventory management systems and strict adherence to regulatory standards, we maintain optimal conditions for all materials.
Our team is committed to providing seamless logistics and supply chain support.

Support services & industrial utilities
It includes predictive maintenance to ensure the efficient operation of our industrial utilities. By employing advanced monitoring technologies, we can identify potential equipment issues before they arise, reducing downtime and enhancing overall performance.
This proactive approach not only extends equipment life but also promotes cost-effective operations.

Warehouse solid storage
Designed for the safe and efficient handling of solid pharmaceutical products.
Equipped with advanced inventory management systems, we ensure optimal storage conditions and compliance with regulatory standards, facilitating seamless logistics and timely access to materials.

Waste water treatment
Our wastewater treatment plant is designed to efficiently manage and treat waste, ensuring minimal environmental impact.
We focus on advanced processes that enhance water quality and promote sustainability.
Our commitment to reducing our ecological footprint reflects our dedication to responsible practices and environmental
stewardship.

Pilot plant fermentation
Pilot plant fermentation with full scalability, allowing us to manufacture both technical and GMP-compliant batches.
Our flexible approach ensures we can adapt to various production needs, supporting clients throughout their product development and commercialization processes.

QC, QA, R&D
Our QC and QA teams are fully qualified to analyze and release raw materials, intermediates, and active ingredients.
We employ various analytical methods in accordance with American, European, Korean, and other international
pharmacopoeias. In R&D, our skilled team emphasizes process development, optimizations, and scalable solutions, along
with the development of analytical methods.

Multipurpose
Our multipurpose facility is equipped with a wide range of necessary equipment to execute downstream processing (DSP) and develop molecules that meet all required standards and specifications.

Loading... 0%